Common Applications
- Animal incubators for prenatal care
- Combination radiant/convection heaters
- Comfort radiant heaters
- Epoxy curing
- Food service equipment
- Forced air heating
- Fusing laminated sheets
- Hopper and silo heaters
- Hot runner molds
- Immersion in liquids
- Kettle and tank heaters
- Ovens – process, curing or food
- Paint and enamel baking equipment
- Plastic sheet bending equipment
- Spas and hot tubs
- Steam tables
- Sterilizers and Autoclaves
- Stretch wrapping equipment
- Textile and chemical dryers
- Thermal forming machines
- Welded, brazed or clamped to tanks or pipes
Construction Characteristics
The cutaway view shows the tubular heater’s basic construction.
- A computer-designed helical coil of 80% Nickel 20% Chromium alloy resistance wire is fusion welded to the nickel-coated steel terminal cold pin.
- This coil assembly is precisely stretched and centered in the element metal sheath
- The sheath is then filled with Grade “A” Magnesium Oxide powder (MgO).
- The filled tube is then compacted by a roll reduction mill into a solid mass, permanently stabilizing the coil in the center of the tube while providing excellent heat transfer and dielectric strength between the coil and the sheath.

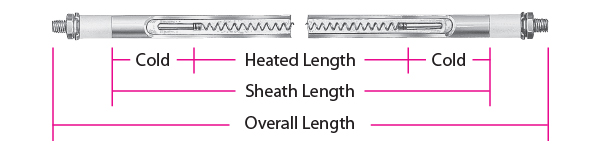
Watt Density
Element Watt Density is the wattage dissipated per square inch of the element sheath surface and is critical to the proper heating of the application and to the life expectancy of the heater. The Watt Density is calculated with the following formula:
| Element Wattage Watt Density (w/in2) = | Element Wattage |
| π × Element Dia. × Element Heated Length |
For a particular application element watt density will govern element sheath and internal resistance wire temperature. Factors to consider when choosing a suitable watt density are:
- Many materials are heat sensitive and can decompose or be damaged if the element is running too hot.
- Air and other gases that are poor conductors of heat require watt densities matched to the velocity of the gas flow to prevent element overheating.
- When heating hard water or cleaning solutions, mineral deposits can build up on the element sheath, acting as a heat insulator and raising the internal element temperature. If these deposits cannot be periodically removed, use a lower watt density element to increase heater life expectancy.
- When tubular heaters are used in UL recognized oil immersion heating applications the heated oil temperature cannot exceed 257°F (125°C). Steel sheath elements are limited to 60 watts/in2. Tubular heaters with steel or stainless steel bulkhead fittings used in UL oil heating applications are not pressure rated. Contact Tempco for other application specific UL file information.
- Page 16-12in the Engineering Data Section of this catalog lists the maximum recommended heater watt density for many materials.
For additional information and help please contact Tempco.
Resistance Tolerance
Tubular heating elements have an Industry Standard Resistance Tolerance of +10%, −5% which translates to a Wattage Tolerance of +5%, −10%. Consult Tempco if tighter tolerances are required for your application.
When heating any substance it is critical to match the heater watt density, operating temperature and sheath material to the specific medium being heated. Failure to do so will result in premature heater failure and/or unsafe conditions.
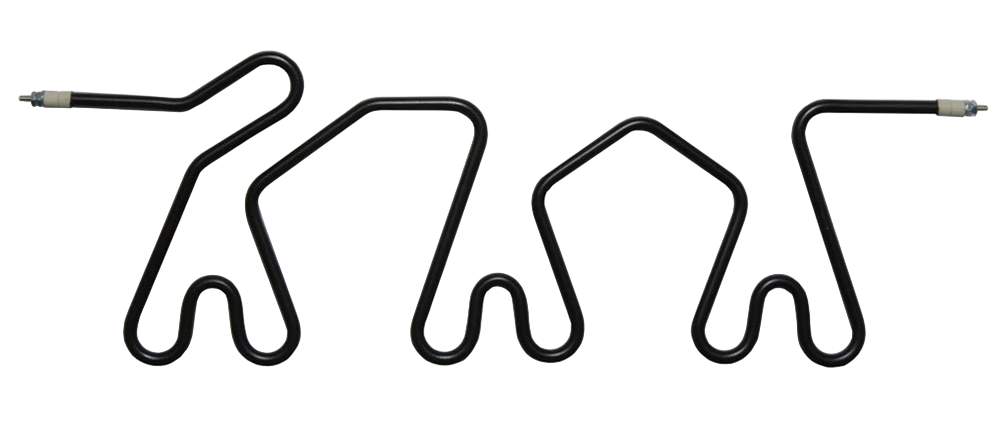
Forming Tubular Elements
- The MgO insulation used in tubular heating elements is compacted by reducing the element diameter in a roll reducing mill.
- The elements are then annealed in a controlled atmosphere furnace to relieve the metal stressing (work hardening) that takes place during the rolling to size reduction of the sheath.
- Annealing brings the metal back to a soft state, allowing the element to be bent into virtually any configuration.
- However, since forming also work hardens the metal, some precautions must be observed in order to prevent the sheath from breaking during bending or developing stress cracking marks.

Agency Approvals
- Tempco Tubular Heating Elements are certified as Recognized Components by Underwriters Laboratories (File Number E90771) under CCN UBJY2/8 to meet UL Standard UL1030.
- Tempco’s equivalent CSA File Number is 043099.
- Tubular elements with bulkhead fittings have also been certified for oil heating (File Number MP4154) under CCN MDST2/8 to meet UL Standard 574.
- If you require UL, CSA, or other NRTL agency approvals, please specify when ordering.
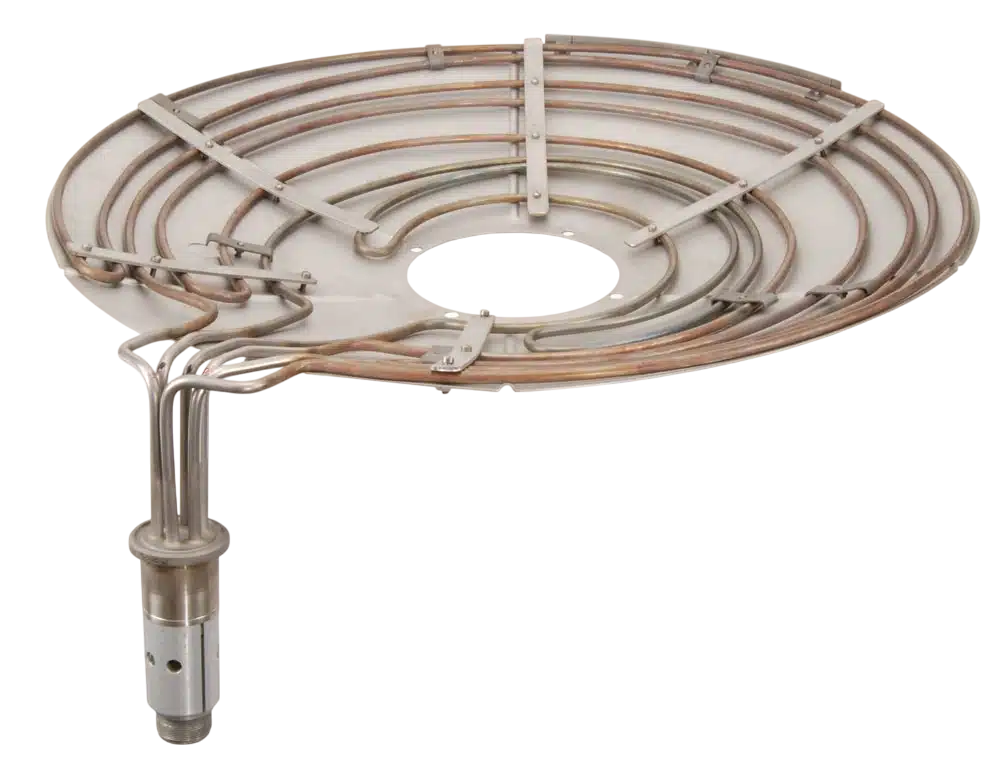
Custom Tubular Heater Designs