Heat Where It Counts: How a Tempco Mightyband™ Coil Heater Stabilized a Demanding Hot Runner Nozzle
Introduction
Many successful supplier relationships begin with a process problem rather than a detailed specification. That was the case when a custom injection molder approached Tempco about a hot runner tool that was struggling to maintain consistent nozzle temperature.
The application involved small, high-precision components molded from a glass-filled engineering thermoplastic processed between 520°F and 545°F (270°C to 285°C). When the process was stable, part quality met expectations. The challenge was maintaining that stability throughout a production run without frequent operator intervention or premature heater replacement.
The customer was looking for a more reliable heating solution that could improve temperature consistency at the nozzle while reducing maintenance-related interruptions.
The Challenge
In any hot runner system, the goal is to keep the polymer molten and uniform from the manifold to the gate. The nozzle is often one of the most demanding areas to control because it represents a relatively small mass of steel surrounded by much cooler mold components. Heat loss is typically greatest near the gate area where the nozzle interfaces with the mold.
The customer’s existing clamp-on coil heaters were producing inconsistent results. Each installation created slightly different contact conditions between the heater and nozzle surface. Variations in contact pressure and fit can reduce heat transfer efficiency, forcing processors to compensate by adjusting operating temperatures.
The customer reported recurring issues that included cold starts, intermittent gate freeze-off, stringing, and occasional drool at the nozzle tip. Increasing the setpoint helped address some of these issues but introduced new concerns, including unnecessary heat exposure to the material and shortened heater life.
The process engineer’s objective was straightforward. He needed a heater that would provide repeatable contact with the nozzle, deliver heat efficiently to the area experiencing the greatest heat loss, and support consistent temperature control throughout production.
The Solution
A Tempco Territory Sales Manager reviewed the application with the customer and evaluated the hot runner assembly directly. Working from the nozzle outward, a Tempco Design Engineer recommended a Mightyband™ Coil Heater configured specifically for the application.
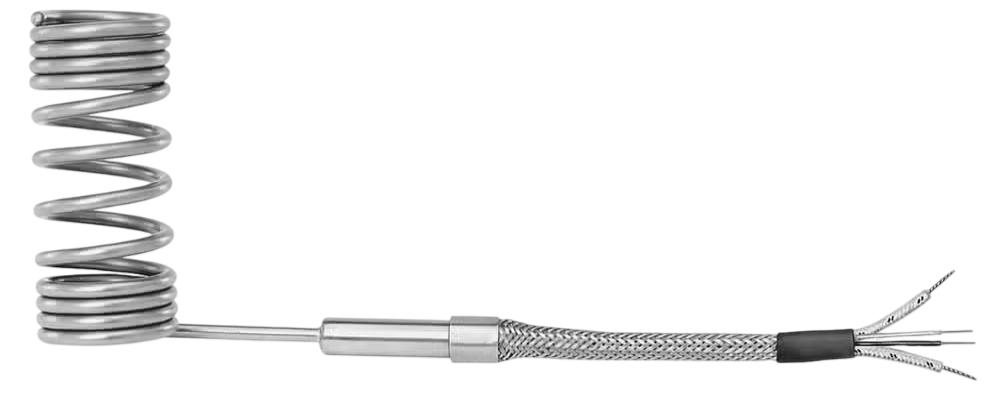
Mightyband heaters are manufactured using a swaged and drawn construction process that compacts the magnesium oxide insulation around both the resistance element and integrated thermocouple. This construction provides high dielectric strength, efficient heat transfer, and reliable sensor performance while maintaining the flexibility required for hot runner applications.
Several design features were selected to address the application’s specific requirements.
The first was the use of a rectangular-profile heater cable. The selected 0.110” × 0.160” cable geometry provides greater contact area between the heater and nozzle compared to a round-profile cable. Increased contact area improves conductive heat transfer and promotes more uniform heat distribution around the nozzle surface. The selected Mightyband configuration is capable of supporting watt densities up to *134 W/in² and power ratings up to 720 watts at 240 volts, providing sufficient available capacity for demanding hot runner applications.
The second feature was the screw-fit coil design. Unlike clamp-style heaters that rely on external hardware for contact pressure, the Mightyband is wound with an inside diameter designed to provide a secure mechanical fit directly on the nozzle. This helps improve installation consistency and reduces the likelihood of air gaps that can interfere with heat transfer.
The third feature involved wattage distribution. Because heat loss was greatest near the gate end of the nozzle, the heater was configured to concentrate additional heating capacity in that region. Rather than increasing overall wattage, the design focused heat where it was needed most, helping offset localized heat loss into the surrounding mold steel.
An integrated ANSI Type J thermocouple was incorporated into the heater assembly to provide temperature feedback from the nozzle region without requiring a separate thermocouple installation. The heater’s 304 stainless steel sheath is rated for operating temperatures well above the process requirements, providing a substantial thermal margin for the application.
Each nozzle zone was connected to a Tempco TEC temperature controller for independent temperature control and monitoring.
Before manufacturing, all heater dimensions and configuration details were reviewed through Tempco’s approval drawing process to ensure proper fit and application suitability.
The Result
Following installation, the customer reported improved nozzle temperature stability throughout production. Operators no longer needed to make frequent temperature adjustments to compensate for inconsistent heating behavior, and the process could be maintained within its intended operating window.
The customer also reported a reduction in startup-related issues and improved consistency at the gate area. With more uniform nozzle heating, process conditions became easier to maintain from shift to shift.
Heater longevity improved as well. By improving heat transfer between the heater and nozzle and reducing localized overheating, the Mightyband heaters remained in service longer than the previous configuration. Based on the results achieved, the customer elected to standardize the design on similar tooling and has continued purchasing the configuration for subsequent applications.
Lessons Learned
Effective nozzle heating depends on more than total wattage. Heater-to-nozzle contact plays a significant role in determining how efficiently heat is transferred into the tool. Improving contact conditions often produces better results than simply increasing heater output.
The case also demonstrates the value of directing heat where it is actually being lost. In hot runner applications, localized heat loss near the gate frequently creates temperature control challenges that cannot be solved through higher overall setpoints alone.
Finally, heater selection is most effective when it begins with the application rather than a catalog specification. Evaluating the nozzle geometry, process temperature, heat loss characteristics, and installation conditions allowed Tempco’s engineering team to recommend a heater configuration tailored to the customer’s requirements.
In hot runner molding, where temperature consistency directly affects part quality and production efficiency, application-specific heater design can have a measurable impact on overall process performance.
* Please note that although these heaters are capable of performing at these maximums, Tempco only warranties these heaters for burnout up to 40 w/in2 and ~1200°F (650°C).
